John Nolin – Senior Technical Representative SolidXperts USA
The Markforged Metal X printing system can produce a variety of metal parts in a growing selection of alloys, but as with any production method, some part geometries will print easier, or better, than others. Design for Manufacture considerations apply for Metal X part production to be the most effective.

However, for parts where casting or machining production methods would otherwise be used, producing through the Metal X printing system can be 50-90% faster and less expensive. In many cases multiple fastened pieces can be printed as 1 part, reducing assembly and maintenance time. Also, when the standard print settings are used, a printed part will often be 20% lighter than the same geometry produced by other methods.
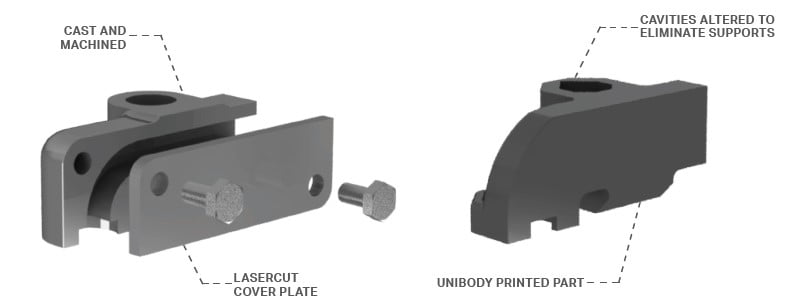
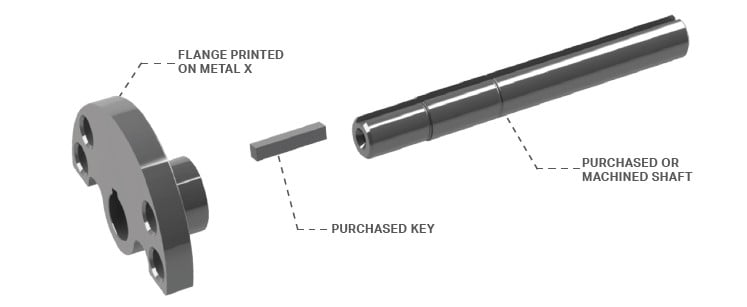
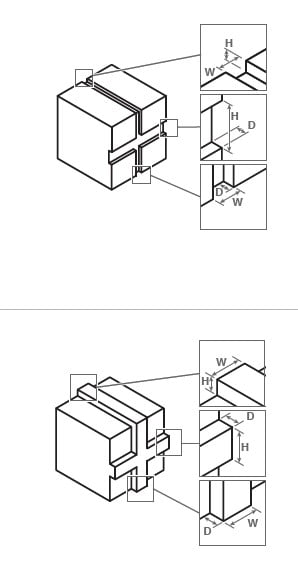
Something to avoid is printing part features that could be easily purchased, such as shafts, threaded rods, pins, and similar mechanical hardware items. Additionally, the Metal X supports are fully solid and do not break or dissolve like plastic or composite printed supports do. There is a ceramic release layer between the support and the finished part geometry, however, it is still preferable to avoid as much support as reasonable. For external features, this is often accomplished by using 45-degree chamfers or tapers. For horizontal hole-type features, a teardrop or diamond shape will avoid the support that would have been used for a circular or square feature.
As with any production process, there are some recommended minimum wall thicknesses and feature size dimensions that apply to Metal X printed parts. For structural soundness, the wall thickness of features should be 1.5 mm or greater, vertical holes can be as small as 1 mm, and grooves can be as thin as 0.5 mm.
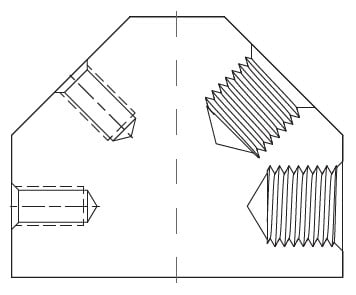
It is quite possible, and in many cases recommended, to print the threads of tapped holes rather than tap them after the sintering process. Vertical threads can successfully print as small as M3 or #5-40, angled or horizontal threads should be M10 or 3/8”-16 and larger.
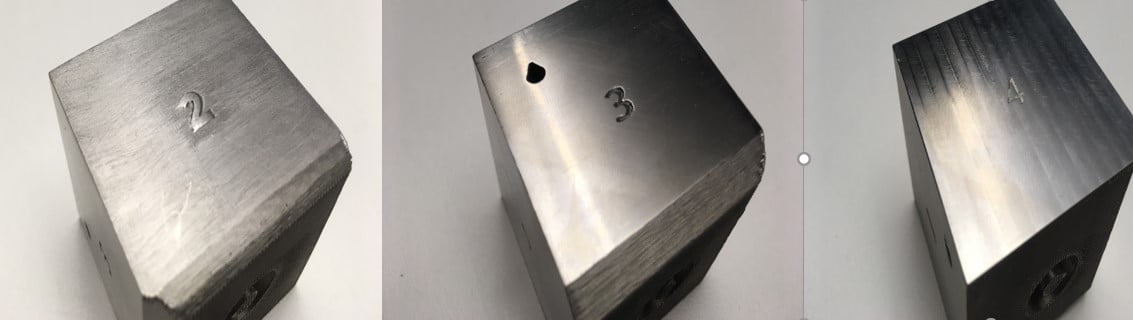
Printed parts can be lightly sanded or smoothed with Scotch-Brite while in the green state condition to improve surface appearance. When using the standard settings, individual feature faces can be post machined 0.5 mm in the X or Y direction and 0.3 mm in Z to achieve specific fit conditions with other parts.
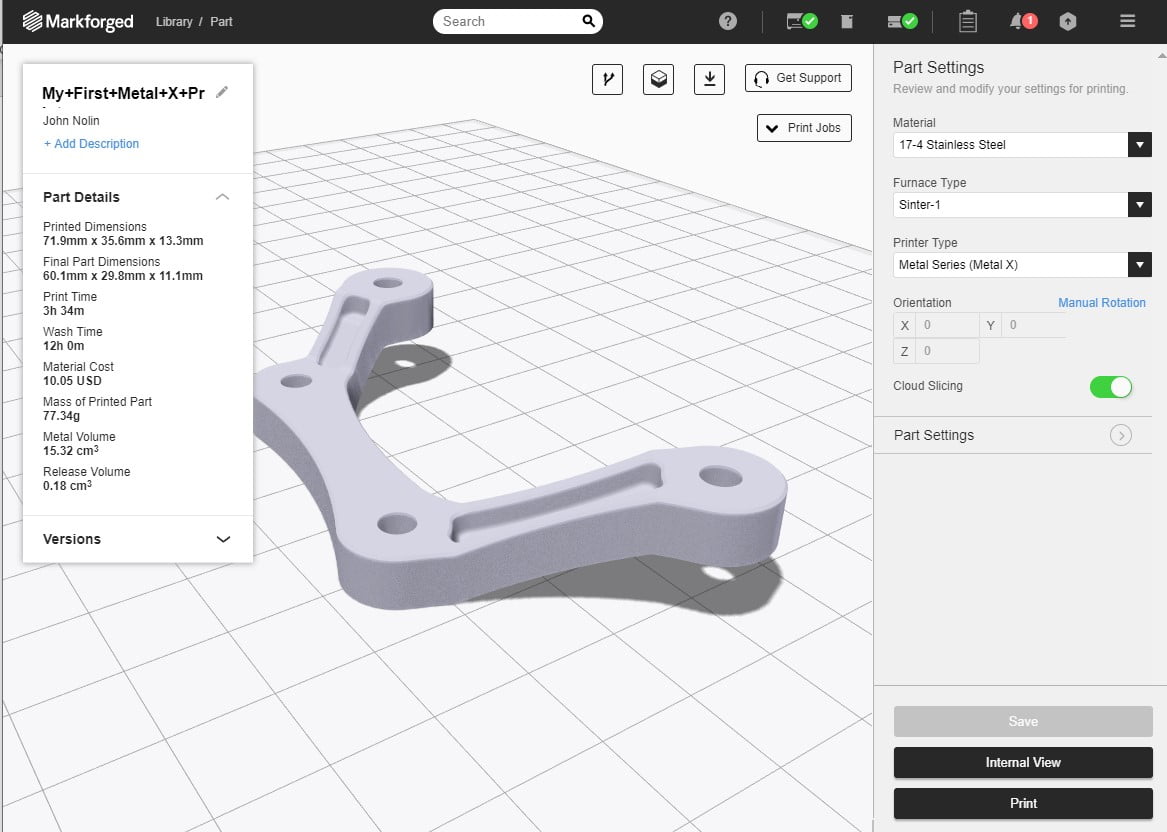
Eiger does have some additional options for adjusting Metal X printing, particularly with regards to supports. However, it is certainly recommended to always use the [Internal View] mode to examine the part slicing in closer detail before sending it to the printer.
With just a little consideration of the Metal X system capabilities, some truly innovative parts can be produced in less time, at a lighter weight, and at a lower cost than might otherwise be possible. Robotic grippers, hydraulic tool components, motor mounts, and power train parts have all been produced with the Markforged Metal X printing system.